
Megamak's Vibrating Feeder Bunkers ensure a consistent and controlled material flow into crushers and screens, optimizing the efficiency of stationary crushing and screening plants. These units are designed for rugged reliability and adjustable vibration intensity, capable of handling various materials with precision. Their stationary setup provides a strong, reliable foundation for uninterrupted operations and sustained productivity in demanding environments.
The Megamak Stationary Jaw Crusher is designed to handle the most challenging primary crushing tasks. With its robust construction, this crusher breaks down large rocks and minerals efficiently, requiring minimal wear and maintenance. It is an essential component of stationary crushing plants, offering exceptional performance and high throughput, making it ideal for large-scale, heavy-duty operations that require constant, reliable output.
Megamak's Primary Impact Crushers deliver top-tier performance in the first stage of crushing, making them perfect for processing large feed sizes and providing excellent reduction ratios. Their advanced features and robust design ensure consistent material sizes, and their stationary setup is ideal for high-volume operations that demand durability, precision, and efficient material processing.
The Megamak Tertiary Crusher is a high-precision machine designed to produce fine and uniform aggregate materials in the final stages of crushing. It ensures the exacting standards required in modern construction projects, providing exceptional performance with its advanced engineering. Ideal for stationary plants, it enables the production of high-quality aggregates that meet the strict requirements of industrial and construction sectors.
Megamak’s Vertical Shaft Impact Crusher (VSI) is the ideal choice for producing high-quality cubic-shaped aggregates and sand. This cutting-edge technology machine ensures high performance, precision, and versatility in stationary setups, excelling in producing fine, evenly shaped materials. It is particularly suited for stationary operations where consistent, high-quality output is critical for construction, industrial, and infrastructure projects.
The Megamak Impact Crusher offers versatility and efficiency for stationary plants. Capable of handling medium to hard materials, this machine ensures uniform material size, making it indispensable in crushing operations that require consistent and high-quality results. The impact crusher’s robust design and exceptional durability ensure it performs reliably in demanding environments for an extended period.
Megamak’s DMK Impact Crushers are specifically engineered for medium-hard materials, excelling in secondary and tertiary crushing stages. These crushers provide excellent performance and high reduction ratios, ensuring uniform aggregate sizes. Designed for stationary applications, the DMK Impact Crushers are ideal for producing high-quality materials for construction projects with precise particle sizes and optimal consistency.
The Megamak Stationary Cone Crusher is a precision-engineered solution for secondary and tertiary crushing stages. Its advanced crushing technology ensures exceptional performance, producing high-quality aggregate for industrial and construction applications. The cone crusher’s stationary design guarantees stability and longevity, making it a vital component for large-scale operations that require consistent output over time.
Megamak’s Vibrating Screens form the backbone of stationary crushing and screening plants. These screens ensure efficient material separation and grading, providing accurate and consistent results across various projects. Designed for durability and reliability, they are essential for producing high-quality aggregate sizes, catering to the specific needs of construction and industrial applications in stationary environments.
The Megamak Screw Washer is a vital piece of equipment for washing and cleaning aggregates in stationary plants. This machine efficiently removes impurities from aggregates, ensuring that the final output meets high-quality standards. Its stationary configuration ensures smooth operation, enhancing the overall efficiency and quality of the crushing and screening processes.
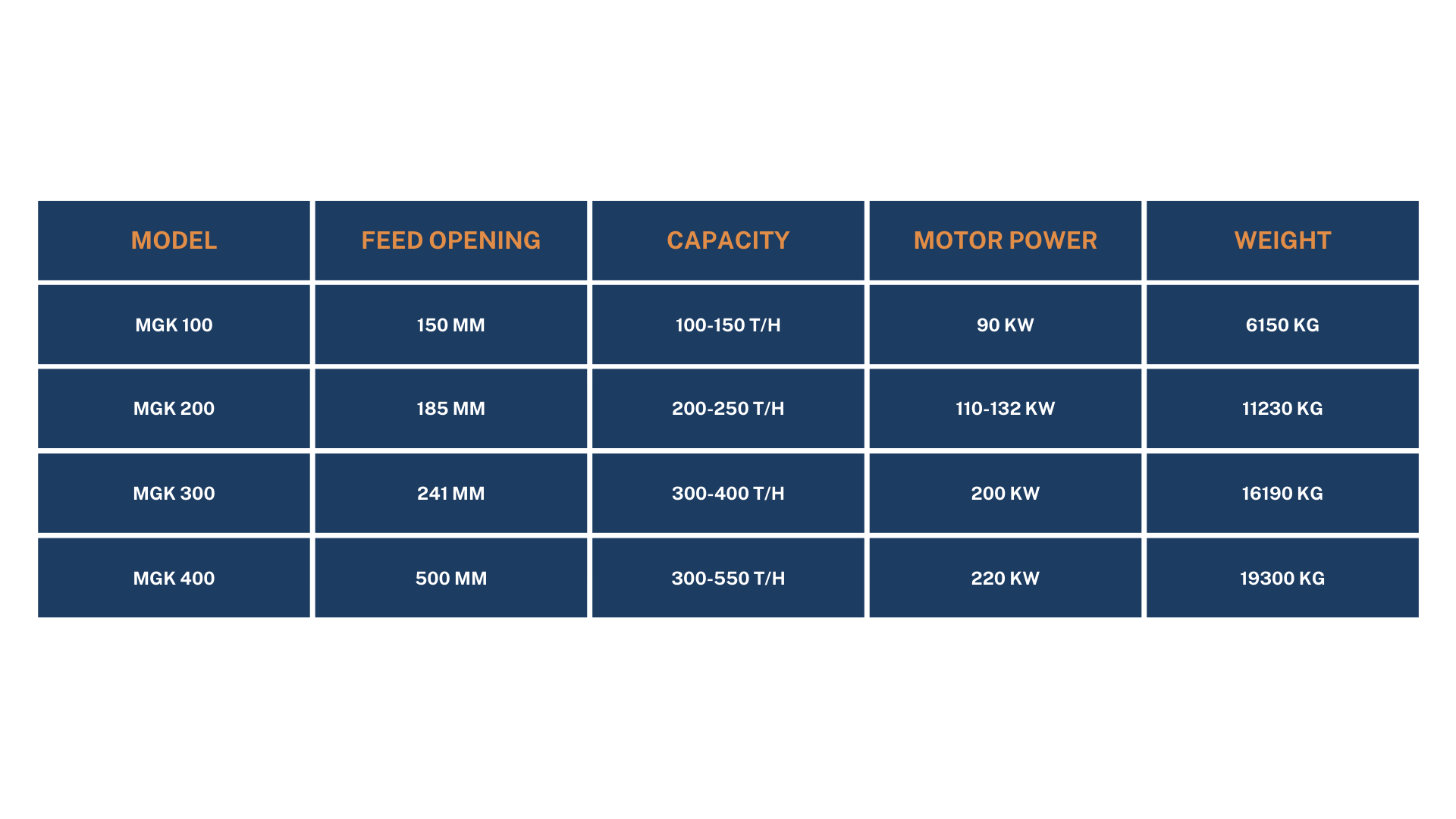
Megamak’s MGK Mobile Crushing & Screening Plants are designed with maximum mobility in mind, providing the ultimate solution for flexible and efficient crushing and screening operations. These plants are engineered to deliver exceptional performance while offering the advantage of easy transportation and quick setup, making them ideal for projects requiring constant movement across different sites.
The MGK Mobile Limestone Crushing Plants are perfect for applications requiring limestone processing. Their portability allows for easy relocation between different construction sites, significantly reducing downtime. Whether it’s a short-term or long-term project, these plants ensure a continuous, high-efficiency operation, with robust features that make them easy to set up and use in various environments.
Megamak’s MGK Mobile Hard Stone Crushing Plants excel in crushing tough, durable materials such as granite and basalt. With their highly mobile design, these plants can be quickly deployed in challenging and varied terrains. Their advanced engineering and powerful engines enable consistent, high-quality output while maintaining exceptional flexibility to meet the dynamic needs of construction and mining projects.
The MGK Mobile Sand Making Machines offer an efficient and mobile solution for producing high-quality sand. Their compact size and portability allow them to be easily transported to and set up at different job sites. Whether it's road construction or industrial sand production, these machines provide the mobility needed to deliver reliable, precision results on-site without the need for complex logistics.
For projects that require both crushing and washing in one unit, the MGK Mobile Crushers & Washers combine these two processes into a single, highly mobile machine. The ability to move between different locations with ease while maintaining high productivity is a key feature of these plants. This mobility ensures that raw materials can be crushed and washed on-site, meeting construction standards without the delays of transporting materials to separate facilities.
The MGK Tracked Crusher is the perfect choice for operations that require the flexibility to work in challenging environments and terrains. Its tracked design ensures that it can easily navigate rough landscapes, providing consistent crushing performance no matter the terrain. This mobile crusher is a game-changer for projects that demand superior mobility and adaptability, ensuring optimal performance wherever it’s needed.
Megamak’s MGK Mobile Screening Plants are designed to complement mobile crushing units by offering reliable material separation and grading on the move. Their compact and mobile structure enables them to be relocated quickly, ensuring high efficiency and precise screening without the need for permanent infrastructure. These plants are an essential tool for high-efficiency material processing across various job sites, making them indispensable in the mobile crushing circuit.



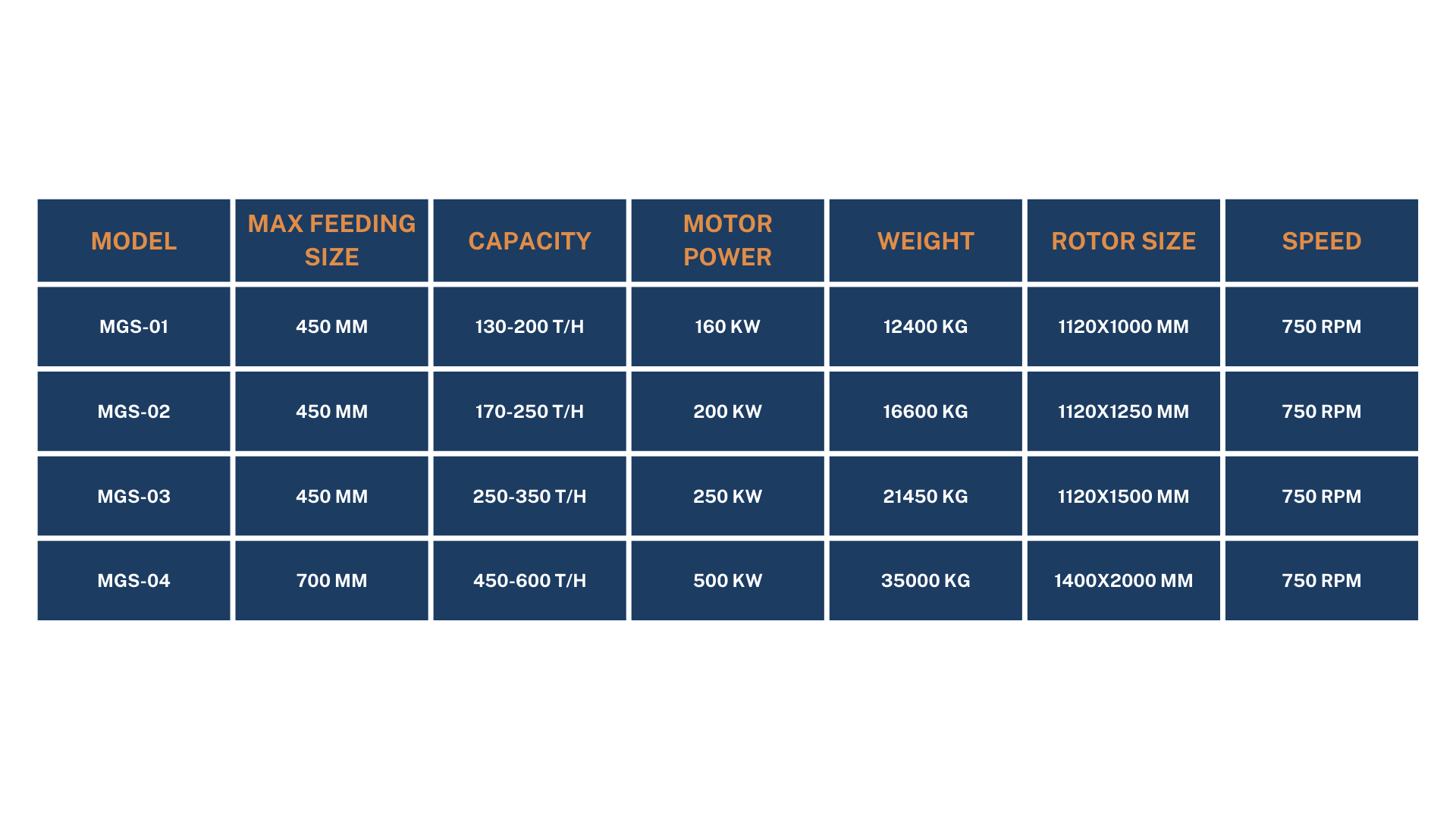
Cone crushers are vital equipment in secondary and tertiary stages of crushing, offering excellent performance in processing medium to hard materials. Their unique design allows them to produce high-quality aggregates and materials with a consistent particle size distribution. These crushers are commonly used in a variety of industries, including mining, quarrying, and construction, where they handle a broad range of materials, from sand and gravel to hard rocks like granite and basalt.
The core working principle of a cone crusher is based on the compression of material between a moving cone (the mantle) and a stationary cone (the bowl). As material enters the crushing chamber, the rotating mantle moves closer to the bowl, compressing the material and causing it to fracture. This process continues until the material is reduced to the desired size and is discharged through the crusher's outlet.
Cone crushers are designed for high productivity, ensuring continuous, efficient crushing cycles. One of the key features of cone crushers is their adjustable closed-side setting (CSS), which allows operators to fine-tune the size of the output material. This level of control is essential for producing precise, uniform products that meet specific application requirements. The ability to adapt the output size makes cone crushers a versatile option for a variety of projects, ranging from aggregate production to industrial applications.
These crushers are particularly suitable for crushing mid-hard to hard materials, where other types of crushers may struggle. The combination of high compression and advanced crushing technology allows cone crushers to achieve excellent reduction ratios while maintaining high efficiency and reliability. Cone crushers also offer superior reduction in particle size, which is crucial in producing consistent, high-quality aggregates for construction, road building, and other infrastructure projects.
A key advantage of cone crushers is their ability to handle large volumes of material while maintaining a high level of performance. The crushers’ robust design, coupled with their high crushing efficiency, ensures minimal downtime and lower operational costs, making them ideal for long-term, high-volume operations. Additionally, cone crushers typically feature hydraulic systems for adjusting the crusher's settings and protecting the machine from damage caused by uncrushable objects, further enhancing their reliability and ease of maintenance.
Cone crushers are available in a range of sizes, from small models for use in smaller operations to larger models that can process significant quantities of material. Their adaptability makes them suitable for a variety of applications, including the production of fine aggregates for concrete, asphalt, and other construction materials. Moreover, cone crushers are widely used in mining operations to crush ores and rocks, offering efficient and cost-effective solutions for the extraction of valuable minerals.
In addition to their high crushing efficiency, cone crushers offer a high level of safety features, including hydraulic tramp release systems, overload protection, and robust wear parts. These features help reduce maintenance costs and prevent costly downtime due to damage from foreign objects. Cone crushers are also environmentally friendly, with lower noise levels and dust emissions compared to other types of crushers, making them an excellent choice for sustainable operations.
Whether used for aggregate production, ore processing, or recycling, cone crushers deliver reliable, consistent performance. Their versatility, ease of use, and low maintenance costs make them a valuable asset in any crushing circuit. With their superior capabilities and design, cone crushers continue to be a go-to solution for achieving high-quality, cost-effective results in a wide range of industries.
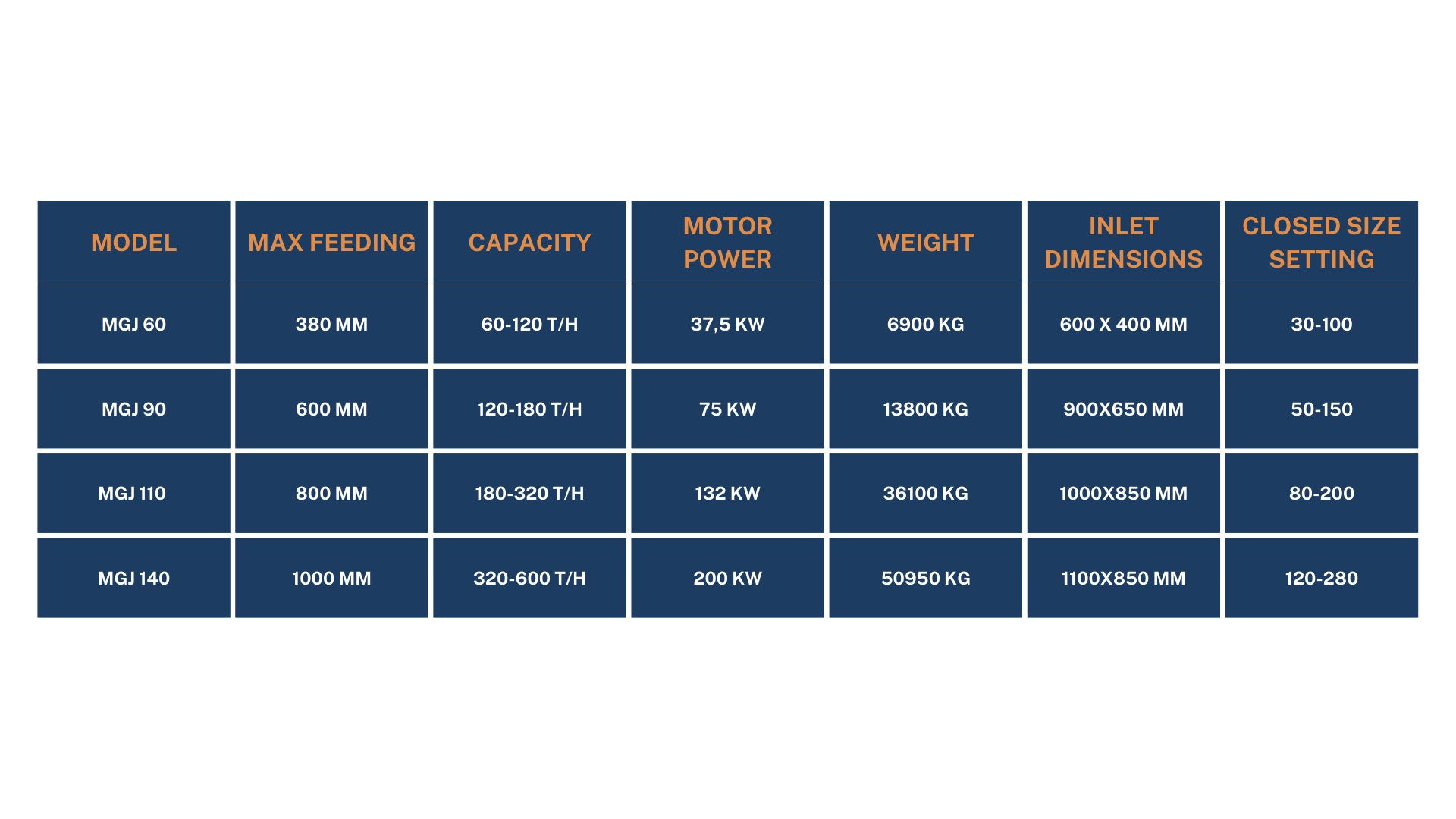
Jaw crushers are widely recognized for their robust construction, exceptional reliability, and high crushing capacity. Designed to process a wide range of materials, they are primarily used as primary crushers to break down large stones into smaller, more manageable sizes. Jaw crushers are crucial in mining, quarrying, and construction applications, where the reduction of large, hard materials is essential for subsequent processing or material handling.
The basic operation of a jaw crusher involves the compression of material between two crushing surfaces: a stationary plate and a moving plate (or jaw). This mechanical process effectively reduces the size of the material through a combination of pressure, impact, and shear forces. The efficiency of the jaw crusher is determined by factors such as the size and shape of the material being fed, as well as the speed and power of the crushing action.
Jaw crushers are favored for their simple design, making them easy to operate and maintain. They offer a high throughput rate and can handle a variety of materials, from softer rocks like limestone to tougher materials like granite and basalt. Their ability to process large feed sizes makes them especially valuable in primary crushing applications, where they can handle the initial breakage of bulk material before it moves to secondary or tertiary crushers.

The crushing chamber of a jaw crusher typically consists of two main components: the stationary jaw and the movable jaw, which form a V-shape. As the movable jaw moves back and forth, material is crushed by compression against the stationary jaw. The crushed material then moves through a gap known as the discharge opening, which can be adjusted to control the size of the output material. This adjustability allows jaw crushers to produce materials of varying sizes, meeting specific project requirements.
A key benefit of jaw crushers is their ability to handle large feed sizes, enabling them to process larger rocks and materials with higher efficiency compared to other types of crushers. In addition to their robust design, jaw crushers are known for their low operational cost and minimal maintenance requirements. This makes them an ideal choice for both high-volume and long-term operations, where continuous performance and durability are essential.
In mining operations, jaw crushers are often used as the first stage of material reduction, followed by secondary crushers for further refinement. In recycling, jaw crushers efficiently process materials such as concrete, bricks, and asphalt, which are crushed and reused in new construction projects. Additionally, they are effective in industries such as aggregates production, where they help create a wide range of products, including gravel, crushed stone, and sand.
Jaw crushers are available in various sizes and configurations to suit a range of applications and material types. Whether for processing ores, hard rocks, or recycled materials, their versatility, efficiency, and high capacity make them a critical component in many crushing circuits. Moreover, their straightforward design makes maintenance simple, helping to minimize downtime and ensure long-term operation in demanding environments.

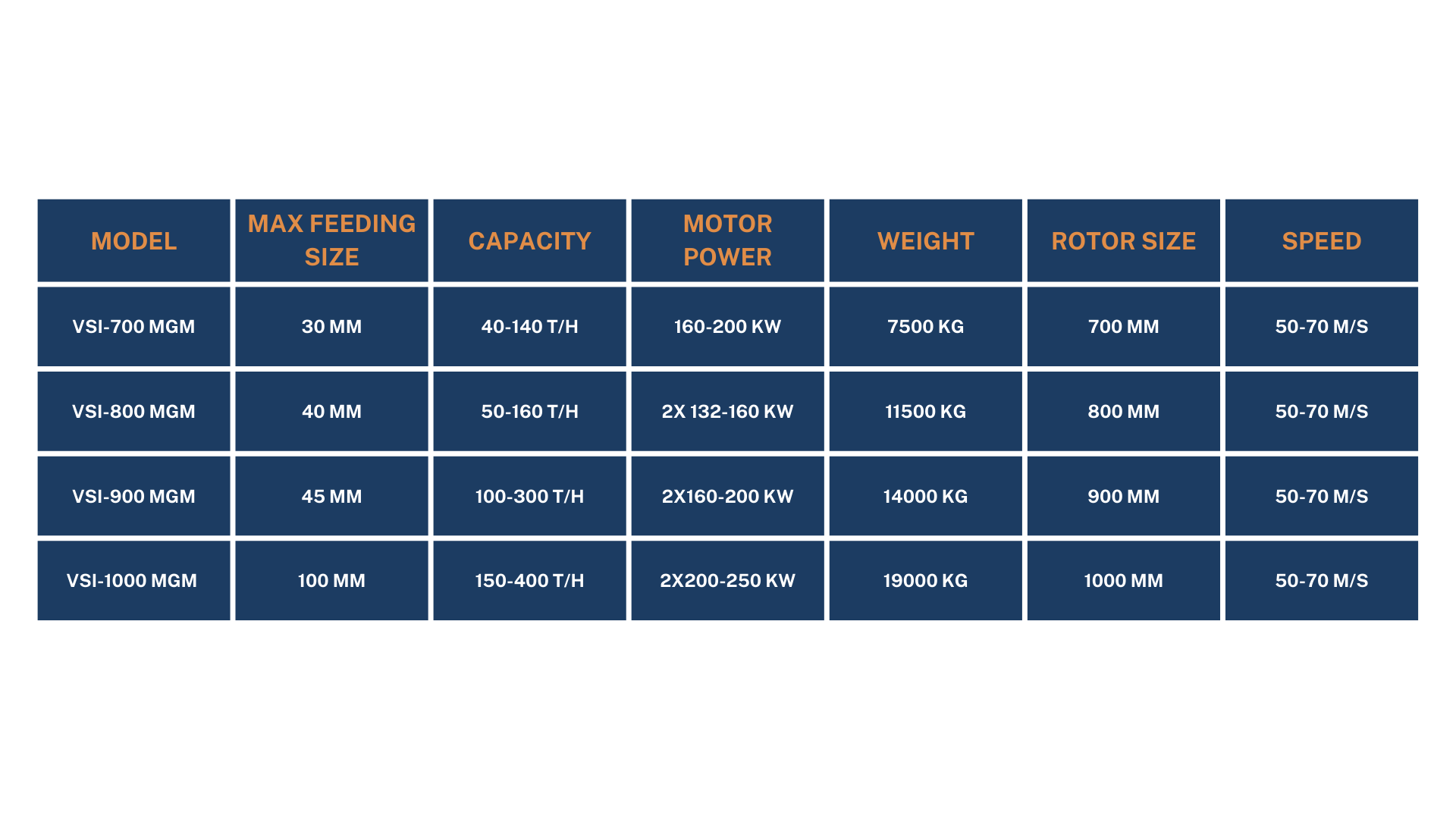
Megamak's Vertical Shaft Impact (VSI) crushers are highly efficient machines designed for producing high-quality, cubical aggregates. Their unique rotor design and advanced crushing technology allow them to precisely shape and grade materials, making them essential in various industries, including aggregate production, construction, and sand manufacturing. VSI crushers are especially effective in the production of high-performance concrete and asphalt, where the quality of the aggregates plays a critical role in the final product's performance.
The core feature of VSI crushers is their ability to produce cubical shapes of aggregates by using high-speed rotational forces to fracture the material. The machine accelerates material through a rotor, and the high-impact forces cause it to break and re-circulate, ensuring a consistent particle size distribution. The result is a superior aggregate product with a perfect shape and gradation, which is vital for high-strength concrete, asphalt, and other construction materials that demand precise consistency and durability.
VSI crushers are highly versatile, handling a wide range of materials, including softer aggregates like limestone, granite, and sand, as well as more abrasive materials. Their adaptability makes them suitable for a variety of applications, from mining and quarrying to recycling and waste management. The precision and reliability of VSI crushers also contribute to reducing operational costs by minimizing the need for secondary or tertiary crushers in the production process, leading to more efficient operations and lower overall energy consumption.
In addition to their exceptional crushing capabilities, VSI crushers are designed for low maintenance and high uptime. The rotor and wear parts are engineered to endure heavy-duty applications, providing longer service life and reducing the frequency of repairs. This durability is especially important in high-production environments, where downtime can significantly affect profitability. The machine's design also allows for easy adjustment of the product's output size, offering flexibility to meet specific project requirements.
VSI crushers are not only essential for producing high-quality aggregates but are also crucial in sand manufacturing operations. The need for high-grade manufactured sand has risen with the increasing demand for concrete and asphalt production, as natural sand resources have become scarcer. VSI crushers excel at producing fine sand with consistent properties, making them a critical component of sand production lines and ensuring that the material meets the stringent quality requirements of modern construction projects.
Furthermore, VSI crushers contribute to environmental sustainability by promoting the recycling of construction and demolition waste. They efficiently process materials such as concrete, asphalt, and brick, which can then be reused in new construction projects. By reducing the need for natural resources and minimizing waste, VSI crushers play an important role in promoting sustainable construction practices.
Primary impact crushers are designed to handle the initial stage of material processing, particularly for soft to medium-hard materials. These crushers utilize high-impact forces to break down large, unprocessed materials into smaller, more manageable sizes. Their ability to process a variety of materials, including limestone, coal, and various other natural stones, makes them essential in both the mining and aggregate industries. With their robust design, primary impact crushers are built to withstand heavy-duty applications and provide reliable performance in tough conditions.
The primary impact crusher's high reduction ratio enables it to efficiently break down large rock and mineral deposits into smaller, more uniform pieces. This reduction process is key in preparing the material for subsequent stages of crushing, screening, and sorting. These crushers are often used as the first step in multi-stage crushing systems, where they help to reduce the size of raw materials before they are further processed in secondary or tertiary crushers.

One of the key advantages of primary impact crushers is their energy-efficient design. They are optimized to deliver high throughput while minimizing energy consumption, reducing operational costs. The impact rotor design, along with strategically placed hammers, ensures that the material is efficiently processed with a minimum of wear on the equipment. This low-maintenance design enhances the machine’s durability and contributes to its long-term reliability, making it a cost-effective solution for high-volume crushing operations.
In addition to their processing capabilities, primary impact crushers are highly versatile. They can handle a wide variety of materials, ranging from soft aggregates like limestone and gravel to tougher materials like granite and concrete. Their ability to produce high-quality crushed products at high capacities makes them ideal for use in large-scale operations, such as quarries, recycling facilities, and construction projects. Furthermore, the adjustable settings on the machine allow operators to control the final product's size and shape, ensuring that the material meets specific requirements for various applications.
Primary impact crushers also play an important role in recycling applications. They are particularly effective at crushing construction and demolition waste, such as concrete, asphalt, and bricks. By reducing the size of recycled materials, these crushers make it easier to reuse them in new construction projects, contributing to environmental sustainability. Their efficient operation and ability to handle diverse materials make primary impact crushers a valuable tool in both traditional and recycling industries.


Secondary impact crushers are designed to handle the secondary stage of the crushing process, where medium-hard materials are reduced to finer aggregates. These machines play a vital role in aggregate production, as they provide efficient and controlled material reduction, ensuring uniform particle sizes for downstream processes. Secondary impact crushers are typically used after primary crushers to further reduce materials into intermediate sizes, making them ideal for operations that require consistent quality and high productivity.
The advanced rotor and impactor design of secondary impact crushers are optimized to deliver high crushing efficiency while minimizing energy consumption. These crushers are engineered to reduce maintenance costs and downtime, as their robust construction allows them to withstand even the toughest materials. By employing a powerful impact force, they are able to break down materials with precision, creating the desired aggregate size for use in construction and other industrial applications.
Secondary impact crushers are versatile and adaptable to a wide range of materials, including limestone, gravel, and other sedimentary rocks. The adjustable settings for product size and output shape ensure that the crushers can be customized to meet the specific needs of different operations. Whether used in aggregate production, recycling, or in mining, these machines deliver high throughput and efficiency, ensuring that the final product is of exceptional quality.
One of the key advantages of secondary impact crushers is their ability to produce uniform and accurately sized material, which is critical in many applications, such as in the production of high-grade concrete and asphalt. With adjustable apron settings and innovative rotor technology, they can efficiently handle a wide variety of materials and provide consistent results over time. Additionally, these crushers offer reduced wear and tear compared to other types of crushers, further enhancing their cost-effectiveness and reliability in long-term operations.
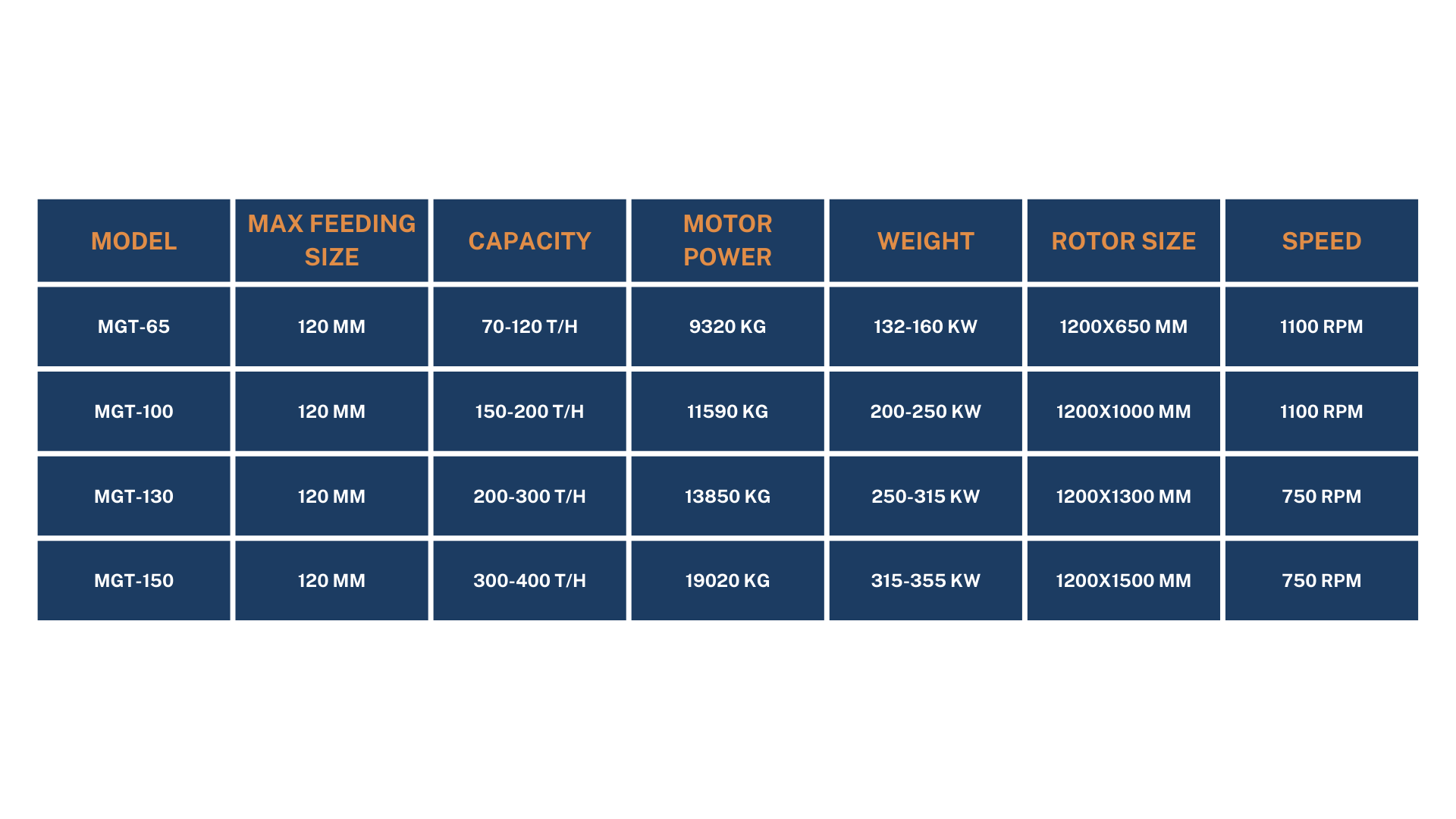
Tertiary impact crushers are specifically designed for fine crushing applications, where high-quality, refined aggregates and sand are required. These crushers operate in the final stage of the crushing process and are ideal for producing high-quality materials with a reduced level of impurities. Their compact and efficient design makes them suitable for use in various industries, including construction, recycling, and quarrying, where precise material size and shape are crucial.
The primary purpose of tertiary impact crushers is to produce superior-grade sand and fine aggregates, which are essential in the production of high-quality asphalt and concrete. With their ability to finely crush even the hardest materials, these crushers contribute to the production of aggregates that meet stringent quality standards. Their output is typically used for road construction, concrete batching plants, and other applications where the strength and durability of materials are vital.

Equipped with advanced technology, tertiary impact crushers are designed to ensure high efficiency, low maintenance, and long-lasting durability. They are built to withstand the most demanding operating conditions, with features such as reinforced rotor design and adjustable impact aprons that allow for precise control over the particle size distribution of the output material. Additionally, their energy-efficient operation helps reduce operational costs, making them a cost-effective solution for fine crushing needs.
Megamak’s tertiary impact crushers are engineered to provide exceptional performance in the most challenging environments. Designed for high throughput and low wear, these crushers are built to last while offering ease of operation and minimal downtime. The versatility of Megamak’s tertiary impact crushers ensures they can be tailored to meet the unique needs of various projects, delivering fine aggregates and sand that exceed industry standards for both strength and quality.

Vibrating screens play a pivotal role in the efficient separation and classification of materials in crushing and screening plants. These machines are designed to process large volumes of material, separating particles based on size, shape, and weight. The screens use a vibrating motion to create the necessary action that separates materials into distinct sizes, ensuring that the output meets the required specifications for further processing or use in construction projects.
The versatility of vibrating screens allows them to handle a wide range of materials, including aggregates, sand, gravel, crushed stone, and other materials typically processed in quarrying, mining, and recycling operations. By offering adjustable settings, vibrating screens allow operators to fine-tune the separation process, ensuring that the desired material size is achieved. This adaptability ensures that the screens can be used for various applications, from primary to tertiary screening, depending on the needs of the plant.
One of the key advantages of vibrating screens is their ability to enhance the overall performance of the plant. By improving material classification and reducing the amount of over-sized or under-sized material in the final product, vibrating screens contribute to a more efficient production process. This, in turn, helps reduce operational costs and increases the plant's output. Additionally, the durability and robustness of these machines ensure a long service life, even under the most demanding conditions.
Megamak’s vibrating screens are engineered for optimal performance in various environments. Built with high-quality materials, they are designed to withstand harsh operating conditions and ensure continuous operation with minimal downtime. The advanced design features, such as adjustable vibration settings and easy-to-maintain components, allow for a smooth and reliable screening process. Available in a range of sizes and configurations, Megamak’s vibrating screens can be customized to meet the specific requirements of each project, ensuring precise material separation and contributing to overall plant efficiency.

Trommels are highly effective rotating drum screens that are used for the separation and classification of materials in various industries, including mining, recycling, and construction. These machines consist of a large cylindrical drum that is mounted at a slight incline. As the drum rotates, materials are fed into one end, and the rotating action sifts and separates them based on size, with finer particles passing through the screen apertures while larger materials move toward the other end of the drum.
The design of trommels is optimized for handling large volumes of material, making them ideal for applications where high throughput is required. They are particularly effective in screening materials that contain varying particle sizes, such as soil, sand, gravel, and waste materials. In recycling, trommels are used to separate recyclable materials from unwanted debris, improving the efficiency of sorting operations. Their versatility and ability to handle a wide range of materials make them indispensable in industries where efficient material separation is crucial.
One of the key benefits of trommels is their low maintenance requirements. Due to their simple and robust design, they are less prone to wear and tear compared to other material separation systems. The drum’s rotation is powered by a reliable motor, and the entire system is designed to be durable, with minimal moving parts, which reduces the frequency of repairs and maintenance. Trommels also have the added benefit of being able to process wet materials, making them highly adaptable to varying processing conditions.
Megamak’s trommels are engineered to deliver exceptional performance in even the most demanding applications. These machines are built with high-quality materials to ensure long service life and consistent operation. Available in various sizes and configurations, Megamak trommels can be tailored to meet the specific needs of each operation. Whether you're working with construction debris, mining materials, or recycling waste, Megamak’s trommels provide a reliable solution for efficient material separation and classification.

Vibrating feeders are critical components in material handling systems, ensuring the smooth and controlled flow of materials into crushers, screening machines, and other processing equipment. These feeders are designed to provide a consistent feed rate, preventing material blockages and ensuring optimal performance of downstream machinery. By controlling the material flow with precision, vibrating feeders reduce wear and tear on equipment, increase system efficiency, and help maintain consistent production rates.
The operation of vibrating feeders is based on mechanical vibrations that move the material along a tray or chute at a uniform speed. This vibration is generated by an electric motor or a set of unbalanced vibrators, which can be adjusted to change the vibration intensity according to the material's characteristics.
As a result, vibrating feeders are capable of handling a wide range of materials, from light and fine particles to heavy, coarse aggregates. Their adaptability makes them essential for various industries, including mining, aggregate production, recycling, and manufacturing.
Vibrating feeders offer several advantages over traditional feeding methods, such as hoppers or conveyor belts. The controlled, uniform distribution of materials not only reduces material waste but also enhances the accuracy of the entire production process. Additionally, vibrating feeders improve operational efficiency by preventing material buildup and facilitating smoother transitions between different stages of processing. They also contribute to reducing maintenance costs by minimizing the risk of blockages and ensuring that equipment operates at peak efficiency.
Megamak's vibrating feeders are built with durability and reliability in mind, designed to withstand harsh operating environments and continuous use. The construction of these feeders ensures long service life and minimal maintenance. They are available in a variety of sizes and configurations to suit different production needs and are customizable to accommodate the specific requirements of each project. Whether you're handling bulk materials or specialized products, Megamak's vibrating feeders provide a dependable solution for smooth and efficient material transport.

Washing units are essential for cleaning and preparing aggregates, ensuring that the final materials meet the required quality standards for a wide range of construction applications. These systems effectively remove unwanted impurities, such as clay, silt, dust, and other contaminants, from aggregates like sand, gravel, and crushed stone. By using water and mechanical agitation, washing units enhance the cleanliness and quality of the aggregate, making it suitable for use in various construction processes, including concrete production, asphalt mixing, and road construction.
The washing process not only improves the appearance and grading of the material but also significantly increases its durability and performance in final applications. Whether used in mining, recycling, or construction, these washing units ensure a consistent supply of high-quality aggregates, minimizing the need for further processing or quality control. By effectively reducing fines and adhering to environmental standards, washing units help operators comply with regulations while also contributing to the sustainability of their operations. In addition, the machines are designed to be highly efficient, reducing water and energy consumption without compromising the washing quality.
Megamak's washing units are built to withstand heavy-duty operations, offering reliability and long service life in demanding environments. With adjustable settings, these units can be tailored to handle a variety of materials, offering flexibility in production. Whether you require a high-capacity unit for large-scale operations or a compact version for smaller projects, Megamak provides a washing solution that meets the specific needs of your operation, ensuring high-quality output and increased operational efficiency.